Nhà máy sản xuất kính nổi xây dựng - United Kingdom
Cung cấp thiết bị và chuyển giao công nghê.
Sản xuất kính phẳng - quá trình nổi
Các sản phẩm thủy tinh phẳng chủ yếu dùng để làm kính chất lượng cao trong nhà, văn phòng, khách sạn, cửa hàng, phương tiện công cộng và kính cho trồng trọt; dây chống cháy; kính được làm bằng kính để bảo vệ sự riêng tư và trang trí; và một loạt các thủy tinh để kiểm soát môi trường và bảo tồn năng lượng. Các ứng dụng khác cho thủy tinh phẳng bao gồm cửa kính cường lực, cửa sổ treo lơ lửng, lớp phủ ngoài của tòa nhà, gương và thủy tinh phản chiếu thấp cho hình ảnh và quay số của dụng cụ.
Hai quy trình sản xuất để sản xuất thủy tinh phẳng ở Anh là kính nổi và quy trình thủy tinh cuộn.
Quy trình Float
Quy trình phao nổi, được Sir Alastair Pilkington phát minh vào năm 1952, cho phép sản xuất đồng nhất, phẳng, kính với kích cỡ trước đây không thể thực hiện được. Quá trình này được sử dụng để sản xuất thủy tinh rõ ràng, tráng men và tráng cho các tòa nhà và phương tiện.
Có khoảng 260 nhà máy nổi trên toàn thế giới với tổng sản lượng khoảng 800.000 tấn thủy tinh mỗi tuần. Một nhà máy phao, hoạt động không ngừng trong khoảng từ 11 đến 15 năm, tạo ra khoảng 6000 kilômét kính mỗi năm với độ dày từ 0,4 mm đến 25 mm và chiều rộng lên tới 3 mét.
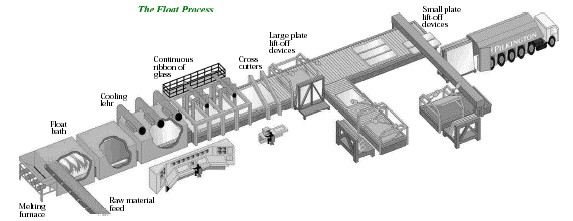
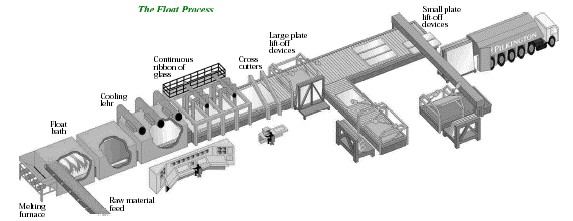
Một dòng phao có thể dài gần nửa cây số. Nguyên liệu nhập vào ở một đầu. Mặt khác, các tấm kính nổi lên, cắt chính xác theo đặc điểm kỹ thuật, với tốc độ lên đến 6.000 tấn một tuần. Ở giữa sáu giai đoạn được tích hợp cao.
Giai đoạn 1: Làm nóng và tinh chế
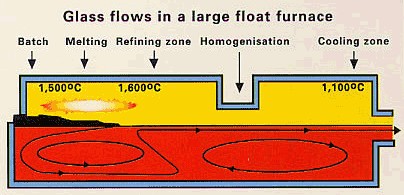
Các thành phần hạt mịn, kiểm soát chặt chẽ về chất lượng, được trộn lẫn để tạo ra một mẻ, chảy vào lò được sưởi ấm đến 1500 oC.
Float ngày nay làm cho kính chất lượng quang gần. Một số quá trình - tan chảy, tinh chế, đồng nhất - diễn ra đồng thời trong 2.000 tấn thủy tinh nóng chảy trong lò. Chúng xuất hiện trong các vùng riêng biệt trong một dòng chảy thủy tinh phức hợp được điều khiển bởi nhiệt độ cao, như biểu đồ cho thấy. Nó thêm vào một quá trình tan chảy liên tục, kéo dài 50 giờ, cung cấp thủy tinh ở nhiệt độ 1.100oC, không bị bong bóng và trôi chảy, liên tục và liên tục với bồn nổi. Quá trình tan chảy là chìa khóa cho chất lượng thủy tinh; và các chế phẩm có thể được thay đổi để thay đổi tính chất của thành phẩm.
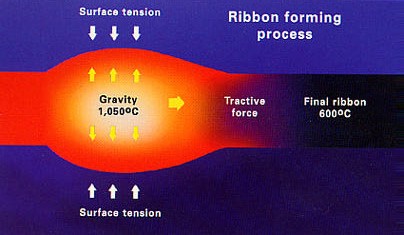
Giai đoạn 2: Bơi nổi
Kính từ máy nóng chảy nhẹ nhàng trên một vòi phun chịu lửa trên bề mặt gương giống như của thiếc nóng chảy, bắt đầu từ 1,100 o C và rời khỏi bồn tắm nổi như một dải ruy băng ở 600 o C. Nguyên lý thủy tinh nổi không thay đổi từ những năm 1950. Nhưng sản phẩm đã thay đổi đáng kể: từ một cân bằng cân bằng duy nhất từ 6mm đến một inch từ dưới milimet đến 25mm; từ một dải ruy băng thường bị nứt bởi sự bao trùm, bong bóng và nơ đến gần hoàn hảo. Float cung cấp những gì được gọi là ngọn lửa kết thúc, màu sành mới.
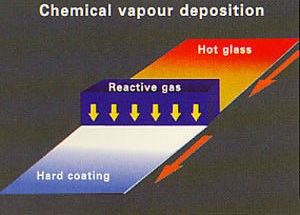
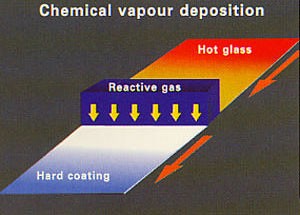
Giai đoạn 3: Lớp phủ
Các lớp phủ tạo ra những thay đổi sâu sắc trong tính chất quang học có thể được áp dụng bằng công nghệ nhiệt độ cao tiên tiến lên băng làm mát của thủy tinh. Sự lắng đọng hóa học trực tuyến (CVD) của lớp phủ là bước tiến quan trọng nhất trong quy trình phao vì nó đã được phát minh ra. CVD có thể được sử dụng để đặt một loạt các lớp phủ, ít hơn một micron dày, để phản ánh các bước sóng nhìn thấy và hồng ngoại, ví dụ. Nhiều lớp phủ có thể được lắng đọng trong vài giây khi ruy băng kính chảy bên dưới lớp phủ. Quá trình phát triển hơn nữa của quá trình CVD có thể thay thế thay đổi thành phần như là cách chính để thay đổi các tính chất quang học của thủy tinh nổi.
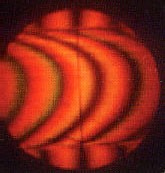
Giai đoạn 4: Làm đẹp
Mặc dù sự yên tĩnh mà kính nổi được hình thành, căng thẳng đáng kể được phát triển trong băng khi nó nguội. Quá nhiều căng thẳng và kính sẽ vỡ bên dưới máy cắt. Hình ảnh cho thấy căng thẳng thông qua các ruy băng, tiết lộ bởi ánh sáng phân cực. Để giải tỏa những căng thẳng này, ruy băng trải qua quá trình xử lý nhiệt trong lò dài gọi là lehr. Nhiệt độ được kiểm soát chặt chẽ dọc theo và qua ruy băng.
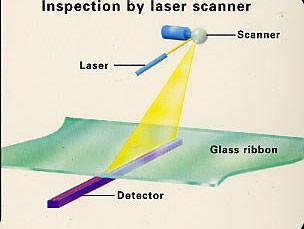
Giai đoạn 5: Kiểm tra
Quy trình nổi nổi tiếng với việc làm hoàn toàn phẳng, không có khuyết điểm kính. Nhưng để đảm bảo chất lượng cao nhất, việc kiểm tra diễn ra ở mọi giai đoạn. Thỉnh thoảng một bong bóng không bị loại bỏ trong quá trình tinh chế, hạt cát không bị tan chảy, một cơn run rẩy trong hộp thiếc rơi vào ruy băng thủy tinh. Tự động kiểm tra trực tuyến có hai việc. Nó cho thấy các lỗi của quy trình ngược dòng có thể được sửa chữa. Và nó cho phép các máy tính hạ lưu để điều khiển các lỗ rỗng tròn. Công nghệ kiểm tra hiện nay cho phép thực hiện hơn 100 triệu phép đo một giây qua băng, tìm ra những sai sót mà mắt không nhìn thấy sẽ không nhìn thấy được. Các máy cắt dữ liệu thông minh 'thông minh', tiếp tục nâng cao chất lượng sản phẩm cho khách hàng.
Giai đoạn 6: Cắt theo đơn đặt hàng
Kim cương bánh xe cắt tỉa cạnh - cạnh căng thẳng - và cắt băng để kích thước dictated của máy tính. Phao
kính được bán bởi mét vuông. Máy vi tính dịch các yêu cầu của khách hàng thành các mẫu cắt giảm được thiết kế để giảm thiểu lãng phí.
Quá trình cán kính
Quy trình cán được sử dụng để sản xuất thủy tinh phẳng và kính có dây. Một dòng chảy liên tục của thủy tinh nóng chảy được đổ giữa các con lăn làm mát bằng nước.
Thủy tinh được làm bằng một quá trình duy nhất, trong đó thủy tinh chảy vào các con lăn ở nhiệt độ khoảng 1050 º C. Các đúc dưới cùng hoặc con lăn thép không gỉ được chạm khắc với tiêu cực của mô hình; con lăn hàng đầu là mịn. Độ dày được điều khiển bằng cách điều chỉnh khoảng cách giữa các con lăn. Dải ruy băng rời các trục lăn ở khoảng 850 o C và được hỗ trợ trên một loạt các con lăn thép làm mát bằng nước đến lehr luyện. Sau khi ủ, thủy tinh được cắt theo kích cỡ.
Kính có dây được làm trong một quy trình gấp đôi. Quá trình này sử dụng hai cặp nước làm mát được làm mát bằng nhau, mỗi ống được cho ăn với một dòng thủy tinh nóng chảy riêng biệt từ một lò nung nóng chảy chung. Cặp đầu tiên của con lăn tạo ra một dải ruy băng liên tục, một nửa độ dày của sản phẩm cuối cùng. Đây là phủ một dây lưới. Một ly thứ hai của thủy tinh, để cho một ribbon cùng độ dày như là đầu tiên, sau đó được thêm vào và, với lưới thép "kẹp", ribbon đi qua cặp thứ hai của con lăn, tạo thành ribbon cuối cùng của thủy tinh có dây. Sau khi ủ, ribbon được cắt bằng cách cắt đặc biệt và sắp xếp snapping.
https://www.britglass.org.uk/flat-glass-manufacture






.jpg)
.jpg)